
River water recycling provides
double water value
Bu Lian Gou coal mine and coal processing plant
2017
Jungar County, Inner Mongolia, China
15,360 m4/day
Multi-Station Recycling of River Water for Drinking & Industrial Reuse
Operational
Authorities in the central region of China’s Inner Mongolia province were looking to recycle water from the Yellow River Source, a key part of the second-longest river in China. With Inner Mongolia the largest coal-producing province in China, companies have experienced high demand for water and depleted water levels in underground sources.
AST was approached by Bu Lian Gou, which operates a coal mine and coal processing plant, to design the process, supply the equipment and commission a river water treatment plant to mitigate water scarcity onsite. The new water treatment plant was completed in just five months and has been running continuously since 2017.

The rapidly growing middle class and increasing quality of life of people throughout China has driven rapid growth in varied industries, including coal production. Expanding demand is forcing producers and manufacturers to look for alternative ways of securing high-level treated water for human consumption at lower costs and with minimal environmental impact. In line with this, Bu Lian Gou coal needed a highly efficient, cost effective and sustainable solution for its production facility.
We worked with multi-source equipment suppliers from Germany, Holland, Italy, Israel and China, leveraging our full suite of integration tools, including design strategy, and on-site training to deliver the project safely and to the highest standards, reducing OPEX.
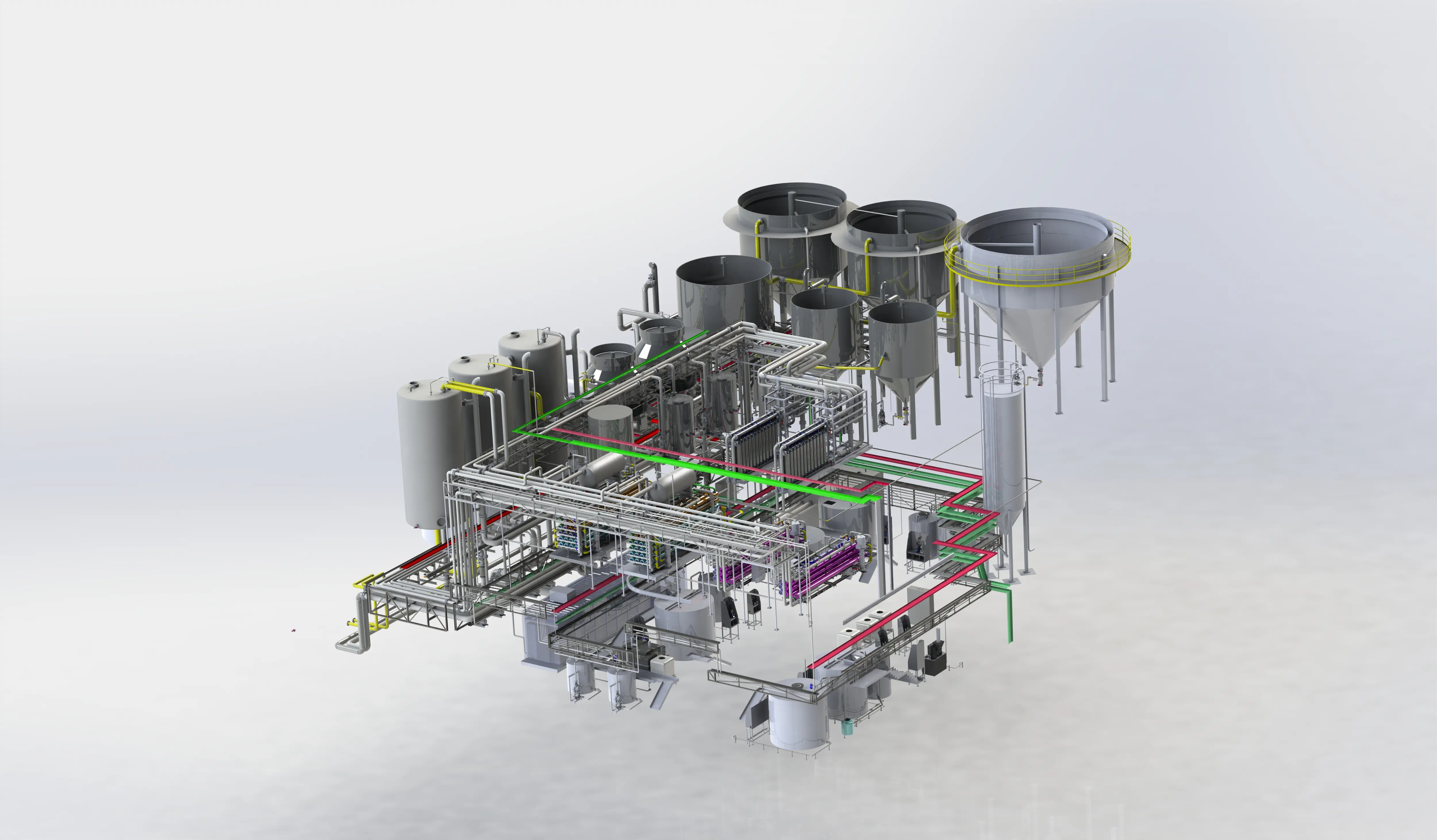
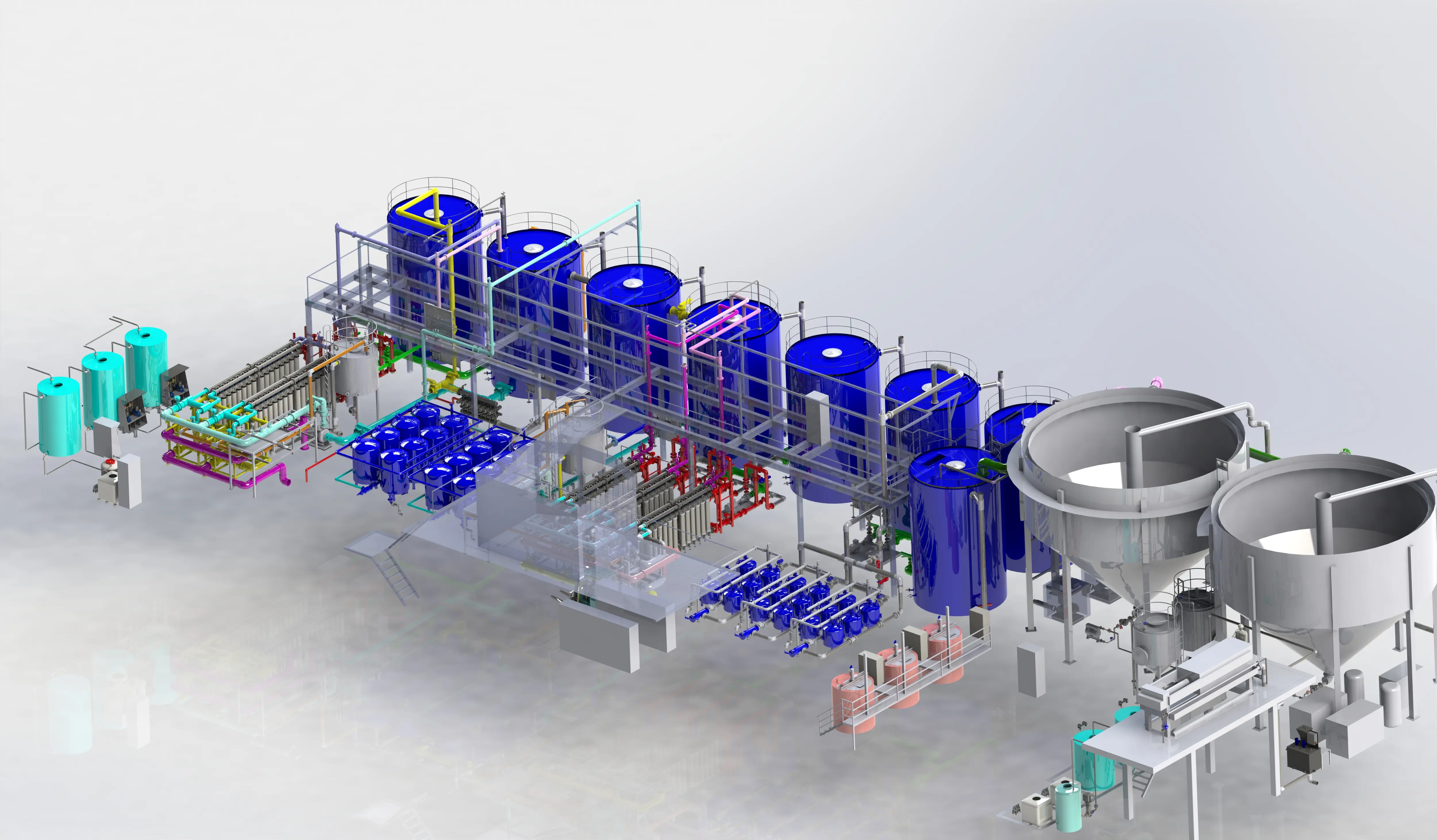
The plant treats river water to potable and higher than potable quality. It uses advanced filtration settling reactors, along with disk filtration, activated carbon treatment systems and a Dupont-Inge UF system operating at a high flux of ~85 LMH and with low TMP of ~0.2 due to the flexible design of the BW operation. Post treatment sanitation delivers both drinking water quality and process water. Sludge from the settlers is concentrated via a filter press.
Ideal for remote locations and river applications, as in this project for Bu Lian Gou, the plant is fully automated and can be remotely monitored with minimal maintenance.
The project has delivered significant savings in water, time, cost and footprint, while contributing to efforts aimed at alleviating China’s water shortage.
Despite an extremely short project delivery time, we met the challenge of supplying an intake and water treatment system. The self-contained flexible system can be remotely operated at a competitive cost, and is more efficient, more productive and leaner – with a smaller footprint and lower civil engineering cost. In tandem, the project is successfully helping to mitigate water scarcity in this critical, industry-intensive area of China.
The customer stated that the plant is operating at full capacity, with much higher ROI than originally projected.